
 Deutsch
Deutsch Français
Français 日本語
日本語 Español
EspañolIn the turning process of threaded parts, due to the wear and tear of the thread tool, it is often necessary to reload the tool and set the tool. The quality of the tool setting will directly affect the accuracy of thread turning, especially the thread repair turning. , requires secondary clamping and secondary tool setting, which restricts the efficiency of CNC lathe machining threads. When the accuracy of the thread is relatively high, such as trapezoidal thread, it is also necessary to perform precision machining on the side. The fine turning tool is used for precision machining. If the problem of tool setting and tool installation in the process of machining cannot be solved well, the quality of the thread turned by the CNC lathe will be greatly reduced;
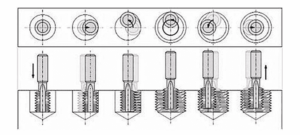
The principle of thread processing with CNC lathe
The turning thread of CNC lathe is very different from that of ordinary lathe. Ordinary lathe is turned through the gear mechanical transmission and the screw linkage, that is, every time the spindle rotates, the tool holder moves a thread to form, in the whole thread processing During the process, this transmission chain cannot be tested in sections, otherwise there will be random buckling.
CNC lathe processing is through the encoder installed on the spindle to send a pulse signal to the CNC system, and the CNC system to perform calculation and control, and issue instructions to control the servo motor to move through the ball screw to control the tool, so as to realize thread turning. Let the thread turning do not have random threading when cutting the tool, and control the starting position of the thread processing by detecting the pulse signal. When the program processing starts, the spindle rotates, and the tool waits for the spindle encoder to send a synchronous signal before turning. movement, then when turning the second thread, the tool returns to the starting point of the last turning, or waits for the synchronization signal to be turned again, so that the turning thread is always on the same helical line, so it will not happen Random button phenomenon
In the process of thread turning, what problems often exist in tool loading and tool setting?
1. The first turning and clamping tool
When the thread cutter is clamped for the first time, there will be a phenomenon that the tip of the thread cutter is not at the same height as the center of rotation of the workpiece. It is generally common in welding knives. Because the manufacturing is relatively rough, the size of the tool stem is not accurate, and the center needs to be adjusted by adding spacers. , the center height affects the actual precision of the tool after turning. When the tool tip angle is deviated when it is installed, it is easy to produce thread tooth angle error and tooth profile skew. If the thread cutter protrudes too long, it will cause tool vibration during processing. The phenomenon will also directly affect the roughness of the thread surface.
2. Rough turning tool setting and finishing turning tool setting
In the process of processing high-precision threads and trapezoidal threads, two thread cutters are required for separate processing. The cost of the two cutters against the cutter will increase the diameter of the thread and cause the product to be scrapped;
3. Repair workpiece alignment
Repair workpiece tool alignment Because of the second clamping of the workpiece, the repaired helix and the signal of one revolution of the encoder have changed, and random buckling will occur when repairing and processing again
Corresponding solutions
1. To set a certain point as the reference point for rough machining and finishing thread tool setting, it is enough to use the conventional method for tool setting. In the actual tool setting process, the trial cutting method only needs to adjust the tool compensation slightly.
2. The tip of the threading tool must be at the same height as the center of rotation of the workpiece. After the tool is sharpened, use the tool setting template to lean against the axis of the workpiece for tool setting to ensure that the tool tip angle is installed correctly. If the tool is clamped by a CNC machine tool, because the tool bar The manufacturing precision is high, and generally it is only necessary to place the tool holder against the side of the tool holder.
3. If it is necessary to repair the dismantled workpiece, it is only at this time that the seven points of machining can be determined, so the repair process can be carried out. How to determine the position of the machining point and the signal of one revolution? First, the surface depth can be measured with a test rod at a depth of 0.05- For thread turning of 0.1mm, the Z value is the integer thread lead distance from the right end face of the starting point of the thread. The thread line is drawn on the surface to determine the starting point of thread turning, and the surface of the chuck is marked with a line at the position of the fragrance.
4. In the process of thread processing, if the tool wears or breaks, it needs to be re-sharpened and then set the tool. The workpiece does not need to be removed for repair. It only needs to coincide with the position where the thread tool is installed and the position where the money is removed. Together, this is equivalent to machining on the same turning tool.