Deutsch
Deutsch Français
Français 日本語
日本語 Español
EspañolAnodizing aluminum
Most non-ferrous metals or their alloys can be anodized. Anodizing refers to the electrochemical oxidation of metals or alloys, and non-ferrous metals or alloys (such as aluminum, magnesium and their alloys, etc.) can be anodized. Oxidation caused by substances other than metals as anodes is also called “anodic oxidation”. In the actual process, there are more anodizing for aluminum, magnesium and their alloys. With the characteristics of this process, a hard protective layer is produced on the surface.

Which metal materials can be anodized?
The most commonly used and most common is aluminum alloy anodizing, followed by magnesium alloy and titanium alloy can be used as anode, and the application is more common. Aluminum is the most popular oxide material choice.
Only a few metals with extremely poor activity cannot be anodized, and these metals include Pt, Au, Os, Ir, Rh and other metals can be anodized.
The anodic oxidation electrolyte preparation method of each metal is different, the voltage, current, temperature and the type of rectifier used are all different.
Anodizing aluminum Gloss
Usually the anodized gloss, we have three types: matt anodized, Semi-gloss anodized, and shiny anodized.
Now, Fast logistics makes aluminum anodizing near to you.
What Color Oxidation can do?
Common: Black, Clean, Silver, Red, Yellow, Glod, Blue, Green, Purple anodizing aluminum, if have color color code , you can offer us Panton or RAL code , then we can do same .


The difference between hard anodizing and anodizing
Both hard anodizing and anodizing form an oxide film on the metal surface through oxidation treatment to improve the wear resistance and corrosion resistance of metal materials. Their differences mainly lie in the following aspects:
1: Treatment method: Hard anodizing is to place aluminum alloy and other materials in chemical solutions such as sulfuric acid, chromium sulfate, and nitric acid for electrolytic treatment, so that a hard oxide film is formed on the surface. Anodizing is to place aluminum materials in chemical solutions such as sulfuric acid and oxalic acid for electrolytic treatment, so that an oxide film is formed on the surface.
2: The difference of treatment liquid: Hard anodizing liquid is a chemical liquid with high concentration and high acidity. When using it, it is necessary to strictly control the temperature, concentration, current density and other parameters of the treatment liquid. The anodizing solution is usually a weakly acidic or neutral chemical solution, and the treatment solution is relatively simple.
3: The thickness and color of the oxide film are different: the thickness of the hard oxide film is larger than that of the anodic oxide film, usually between 20 and 100 microns. The thickness of the anodized film is relatively thin, usually between 525 microns. In addition, the color of the hard oxide film is usually black or dark gray, while the anodic oxide film can produce oxide films of different colors.
4: The scope of application is different: hard anodizing is mainly used in mechanical parts, auto parts and other occasions to improve the hardness and wear resistance of metal surfaces; while anodic oxidation is mainly used in aluminum alloy building materials, home appliances, electronic products and other fields. It is used to beautify the surface of the product, increase its corrosion resistance and wear resistance.
Advantages and disadvantages of anodizing
Anodizing is a process that uses chemical reactions to convert raw materials (iron, aluminum and other metals) into oxides. Its principle is to form oxides such as iron oxide and aluminum oxide on the surface of raw materials, so as to achieve the purpose of anti-corrosion, anti-rust, and improvement of appearance.
Anodizing has many advantages and helps to improve the corrosion resistance, UV resistance and oxidation resistance of the metal surface, which can prolong the service life of the metal. Moreover, anodizing can change the appearance of the metal surface, such as color, texture, hardness, etc., making the metal surface more attractive.
Anodizing has a wide range of applications and can be used for surface treatment of various metals, such as iron, aluminum, cobalt, zirconium, chromium, titanium, nickel, etc. It can improve the corrosion resistance, UV resistance and oxidation resistance of the metal surface, and it can also change the appearance of the metal surface, thereby improving the appearance and performance of the metal.
Anodizing has many advantages, but also some disadvantages. For example, in the process of anodizing, a large amount of waste water will be produced, polluting the environment, which requires attention. In addition, during the anodizing process, a large amount of electric power is consumed, which is also a problem.
Metal aluminum anodizing near me VS anodizing in China
About the type of anodized film in the United States (The anodizing specification is Mil-A-8625)
1.Type I – chromic acid anodizing, a conventional oxide film formed in a chromic acid bath
Class IB – chromic acid anodizing, low voltage process, 22±2V
Type IC non-chromic acid anodizing, application of non-chromic acid formula to form I and IB oxide film
2.Type II – Sulfuric acid anodic oxidation, conventional oxide film formed in sulfuric acid tank
Type IIB – Sulfuric acid anodized coatings, Type I and IB coatings produced using non-chromic acid formulations
3.Type III – hard anodized coating
Now China’s anodizing technology is very mature, and the world’s leading level, choosing to process parts in China together with anodizing will bring about cost reduction, and the fast delivery is close to doing anodizing near you.



What problems should be paid attention to after aluminum alloy oxidation
(1) Wash with hot water. After the aluminum alloy is oxidized, the purpose of hot water washing is to age the film layer. But the water temperature and time should be strictly controlled. If the water temperature is too high, the film layer will become thinner and the color will become lighter. If the processing time is too long, similar problems as above can also occur. Appropriate temperature and time are: the temperature is 40~50℃, the time is 0.5~1min
2) dry.
(3) Aging. The aging method can be determined according to the climatic conditions. It can be exposed to the sun in sunny summer, and can be baked in an oven in rainy days or winter. The process conditions are: temperature is 40~50℃, time is 10~15min
(4) Maintenance of unqualified parts. Unqualified aluminum alloy oxidation parts should be dried and sorted before the aging process. Due to drying, the film layer is difficult to remove after aging, which affects the roughness of the workpiece surface. Clamp the unqualified workpiece on the aluminum anodizing fixture, and then treat it according to the anodizing of aluminum in the sulfuric acid solution for 2~3 minutes. After the film is soft and falls off, clean it with lye slightly, and conduct conductive anodization after the nitric acid emits light.
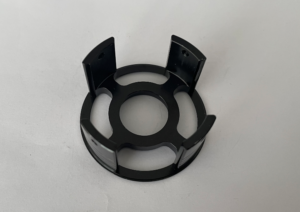
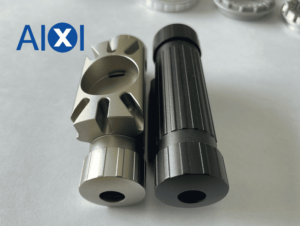
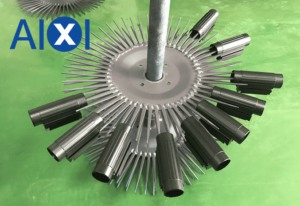
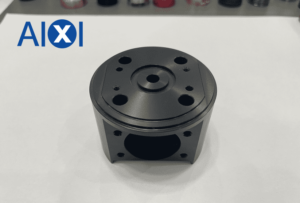
Aluminum Anodizing Parts
At this point, I believe you have a better understanding of anodizing. For AIXI Hardware, we have rich experience in the field of anodizing, and have rich experience in processing aluminum parts, such as 6061, 7075 and other aluminum materials. If you want Machining aluminum parts and anodizing requests, contact us is a best choice.