
 English
English Deutsch
Deutsch Français
Français 日本語
日本語3D printing, also known as additive manufacturing, covers several distinct 3D printing processes, but the key processes of these technologies are the same. 3D printing all starts with a digital model because the technology is digital in nature. A part or product is initially designed using computer-aided design (CAD) software or an electronic file obtained from a digital parts library. The design file is then passed through special build preparation software that breaks it down into slices or layers for 3D printing, generating path instructions for the 3D printer to follow.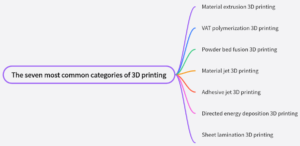
Types of additive manufacturing can be divided based on the products they produce or the types of materials they use, and the International Standards Organization (ISO) divides them into seven general types.
- Material extrusion 3D printing

Material extrusion is a 3D printing technology that extrudes material through a nozzle. A filamentous material (usually plastic filament material) is melted and extruded through a heated nozzle. The printer places the material on the build platform along a process path derived from the software. The filaments of material are then allowed to cool and solidify into a solid object. This is the most common form of 3D printing. The manufacturing process is straightforward, but considering the diversity of materials extruded, including plastics, metals, concrete, biogels, and various food products, 3D printers of this type cost anywhere from $100 to seven figures.
- Subtypes of material extrusion: Fused Deposition Modeling (FDM), Architectural 3D Printing, Micro 3D Printing, Bio-3D Printing
- Common applications: prototypes, electrical enclosures, form and fit testing, jigs and fixtures, investment casting models, houses, etc.
- Advantages: Lowest cost 3D printing method, wide range of materials
- Disadvantages: Usually the material properties are low (strength, durability, etc.) and the dimensional accuracy is not high
- Restore polymerization 3D printing

Barrel polymerization 3D printing (also known as resin 3D printing), which uses a light source to selectively cure (or harden) photopolymer resin in a barrel (light is precisely directed at specific points or areas of the liquid plastic to harden it. First After the layers solidify, the build platform moves up and down a small amount (usually between 0.01 and 0.05 mm), and the next layer solidifies, connecting to the previous layer. This process is repeated layer by layer until the 3D part is fully formed. Once the 3D printing process is complete, The object is cleaned to remove remaining liquid resin and cured (in sunlight or in a UV chamber) to enhance the mechanical properties of the part.
- Types of reduction polymerization 3D printing technologies: stereolithography (SLA), liquid crystal display (LCD), digital light processing (DLP), micro-stereolithography (μSLA), etc. The fundamental difference between these types of 3D printing technologies is Light sources and how they are used to cure resin.
- Material: Photopolymer resin (castable, transparent, industrial, biocompatible, etc.)
- Dimensional accuracy: ±0.5% (lower limit is ±0.15 mm or 5 nm, using μSLA)
- Common applications: Injection molded polymer prototypes and end-use parts, jewelry casting, dental applications, consumer products
- Advantages: Smooth surface finish, fine feature details
- Powder bed fusion
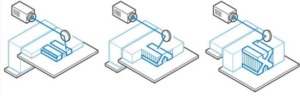
The powder bed fusion (PBF) 3D printing process uses thermal energy to selectively melt powder particles (plastic, metal or ceramic) within the build area to create a solid object layer by layer. Powder bed fusion 3D printers spread a thin layer of powdered material over the print bed, typically using a type of blade, roller, or wiper. The energy from the laser fuses specific points on the powder layer, then another powder layer is deposited and fused to the previous layer. The process is repeated until the entire object is manufactured, with the final product being wrapped and supported by unfused powder.
- Types of 3D printing technologies: Selective Laser Sintering (SLS), Laser Powder Bed Melting (LPBF), Electron Beam Melting (EBM)
- Common applications: functional components, complex pipes (hollow design), small batch component production
- Advantages: functional components, excellent mechanical properties, complex geometries
- Disadvantages: Higher machine costs, often high-cost materials, slower construction speeds
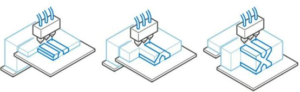
- Material injection

Material jetting 3D printing is a process in which tiny droplets of material are deposited and then solidify or harden on the build plate. Objects are built one layer at a time using droplets of photopolymer or wax that solidify when exposed to light. The nature of the material jetting process allows different materials to be printed on the same object. One application of this technology is to create parts in a variety of colors and textures.
- Types of 3D printing technologies: Material Jetting (MJ), Nanoparticle Jetting (NPJ)
- Common applications: full-color product prototypes, injection mold-like prototypes, low-run injection molds, medical models, fashion
- Benefits: Textured surface finish, full color and multiple materials available
- Disadvantages: Limited materials, not suitable for mechanical parts requiring precision, higher cost than other resin technologies used for visual purposes
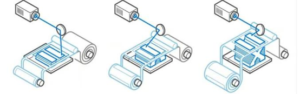
- Adhesive spraying
The binder jet 3D printing process uses a liquid adhesive to selectively bond areas of a layer of powder. This technology type combines the characteristics of powder bed fusion and material ejection. Like PBF, binder jetting uses powdered materials (metals, plastics, ceramics, wood, sugar, etc.), and like material jetting, a liquid binder polymer is deposited from an inkjet. Whether it is metal, plastic, sand or other powdered materials, the binder jetting process is the same. First, recoat the blade by applying a thin layer of powder to the build platform. A printhead with an inkjet nozzle then passes over the bed, selectively depositing droplets of adhesive to bind the powder particles together. After the first layer is completed, the build platform moves down and the blade recoats the surface. Then repeat the process until the entire section is complete.
Binder jetting is unique in that there is no heat during the printing process. The binder acts as the glue that holds the polymer powder together. After printing, the parts are encased in unused powder, which is usually left to cure. The part is then removed from the powder bin, excess powder is collected and can be reused. From here, post-processing is required depending on the material, with the exception of sand, which can often be used as a core or mold directly from the printer. When the powder is metal or ceramic, post-processing involving heat melts away the binder, leaving only the metal. Plastic part post-processing often includes coatings to improve surface finish. You can also polish, paint and sand polymer adhesive sprayed parts.
- Subtypes of 3D printing technology: metal binder jetting, polymer binder jetting, sand binder jetting
- Common applications: functional metal parts, full-color models, sand castings and molds
- Advantages: Low cost, high speed and productivity, large build volume, functional metal parts, excellent color reproduction, fast printing speed, support-free design flexibility
- Disadvantages: A multi-step process for metal, polymer parts are not durable
- Powder directional energy deposition

The directional energy deposition 3D printing process enables metal materials to be supplied and melted by powerful energy while being deposited. This is one of the broadest categories of 3D printing, with many subcategories depending on the form of material and type of energy (laser, electron beam, arc, supersonic, thermal, etc.). Essentially, it has a lot in common with welding.
The technology is used to print layer by layer, often followed by CNC machining to achieve tighter tolerances. The use of DED in conjunction with CNC is very common, and there is a subtype of 3D printing called hybrid 3D printing, hybrid 3D printers that contain DED and CNC units in the same machine. The technology is considered a faster, cheaper alternative to low-volume metal castings and forgings, as well as critical repairs for applications in the offshore oil and gas industry, as well as the aerospace, power generation and utility industries.
- Subtypes of directed energy deposition: powder laser energy deposition, wire arc additive manufacturing (WAAM), wire electron beam energy deposition, cold spray
- Common applications: Repair of high-end automotive/aerospace components, functional prototypes and final parts
- Advantages: High build-up rates, the ability to add metal to existing components, can quickly create a strong metal part that can then be machined to tight tolerances
- Disadvantages: Unable to make complex shapes due to inability to make support structures, usually poor surface finish and accuracy
- Sheet lamination
Sheet lamination 3D printing technology is very different from the above-mentioned 3D printing technology. Its function is to stack and laminate very thin sheets of material together to create a 3D object or stack, which is then mechanically or laser cut to form the final shape. Layers of material can be fused together using a variety of methods, depending on the material, which can range from paper to polymers to metals. When parts are laminated and then laser cut or machined into the desired shape, more waste is generated than with other 3D printing technologies.
Manufacturers use sheet lamination to produce cost-effective, non-functional prototypes at relatively high speeds for battery technology and to produce composite materials because the materials used can be interchanged during the printing process.
- Types of 3D printing technologies: Laminated Object Manufacturing (LOM), Ultrasonic Consolidation (UC)
- Common applications: non-functional prototypes, multi-color printing, casting molds.
- Advantages: rapid production and composite printing
- Disadvantages: low precision, a lot of waste, some parts require post-production
Materials and dimensional accuracy used by different 3D printing technologies
| characteristic
3D printing types |
Materials | Dimensional precision |
| Material extrusion 3D printing | Plastic, metal, food, concrete, etc | ±0.5%(Lower limit ±0.5mm) |
| VAT polymerization 3D printing | Photopolymer resins | ±0.5%(Lower limit ±0.15 mm or 5 nm, using μSLA) |
| Powder bed fusion 3D printing | Plastic powder, metal powder, ceramic powder | ±0.3%(Lower limit ±0.3mm) |
| Material jet 3D printing | Photosensitive resin, wax | ±0.1 mm |
| Adhesive jet 3D printing | Sand, polymers, metals, ceramics, etc. | ±0.2mm(metal ),±0.3 mm(sand) |
| Directed energy deposition 3D printing | Various metal, wire and powder forms | ±0.1 mm |
| Sheet lamination 3D printing | Paper, polymers and sheet metals | ±0.1 mm |
Note: There are many types of 3D printing technologies. The above are the seven most common types of additive manufacturing technologies in 3D printing, which do not cover all 3D printing technologies on the market.